�����f������Ѽy�γ�ԭ���A�������U������Ѽy������Ѽy�����Լ��^(q��)�e
����Ѽy�dz�Ҋ�Ĵ��ȱ�ݣ��a����ԭ���Ƕ��ġ����̎����ȱ���ǏĮaƷ�OӋ�_ʼ�ģ����A���Ѽy�a���Ĺ�����ԓ�ĮaƷ�OӋץ��Ҫ���_���x����ϡ��������M�нY���OӋ�����ǡ���ğ�̎�����gҪ�����ư��Ź�ˇ·�����x������ļӟ�ضȡ����ؕr�g���ӟ���|����s���|����s�����Ͳ�����ʽ�ȡ�
 һ�����Ϸ���
һ�����Ϸ���
����1��̼��Ӱ푴��уA���һ����Ҫ���ء�̼������ߣ�MS�c���ͣ����уA��������ˣ��ڝM�����������Ӳ�ȡ����ȵėl���£����M���x���^�͵�̼�������Ա��C���״��ѡ�
����2���Ͻ�Ԫ�،����уA���Ӱ���Ҫ�w�F�ڌ����ԡ�MS�c���������L��A��Ó̼��Ӱ��ϡ��Ͻ�Ԫ��ͨ�^�����Ե�Ӱ푣��Ķ�Ӱ푵����уA��һ����f���������ӣ����������ӣ����������ӵ�ͬ�r���s����ʹ����s�������Ĵ����|�Ԝp�ٴ��׃�εķ�������ֹ���s�����׃���c�Ѽy����ˣ������Π���s����������˱������Ѽy���x����Ժõ�䓣�������s�������Ĵ����|��һ���^�õķ�����
�����Ͻ�Ԫ�،�MS�cӰ��^��һ����f��MSԽ�͵�䓣����уA��Խ��MS�c�ߕr����׃���ɵ��R���w�������̱��Իػ𣬏Ķ�����һ������׃���������Ա���l(f��)�����ѡ���ˣ���̼�����_�����x�������ĺϽ�Ԫ�أ����ߺ���MS�cӰ��^С��Ԫ�ص�䓷N��
����3���x��䓲ĕr�������]�^�������ԡ��^���^���е�䓣����a���Ѽy���������x����ϕr��������ҕ��
���������ĽY���OӋ
����1������ߴ����������ߴ缱��׃����������ڟ�̎��r�����ڮa���ȑ������a���Ѽy�����OӋ�r�M���������ߴ�ͻ׃���ں�Ҫ����Ҫ�r�����c��;�oֱ���Pϵ�ĺ�ڲ�λ�_�ס��ב��M������ͨ�ס����ں�ͬ����������M�з��w�OӋ������̎�������M�нM�b��
����2���A���^�������������ǡ���ǡ��ϲۺ͙M�וr���@Щ��λ�����a���������У��Ķ�����������ѡ���ˣ�������M���OӋ�ɲ��l(f��)���������е��Π�ڼ��̎���_�A̎�ӹ��ɈA�ǡ�
����3���Π�������ɵ���s�ٶȲ��������r��s�ٶȵĿ졢���S��� �Π�IJ�ͬ����ͬ����ʹ��ͬһ����ϲ�ͬ�IJ�λ��Ҳ������N���ض������s�ٶȵIJ�ͬ�����Ҫ�M�������^�����s����Է�ֹ����Ѽy��
������̎�����g�l��
����1���M�����þֲ��������Ӳ����
�� 2������������ۗl����Ҫ�������{�������ֲ�Ӳ�ȡ��ֲ����Ӳ��Ҫ���^�͕r���M�����������wӲ��һ�¡�
3��ע��䓲ĵ��|��Ч����
4�������ڵ�һػ���ԅ^(q��)�ػ�
�ġ��������Ź�ˇ·������ˇ����
������䓼��IJ��ϡ��Y���ͼ��g�l��һ���_������̎����ˇ�ˆT��Ҫ�M�й�ˇ�������_�������Ĺ�ˇ·���������_�����A���̎������ӹ��͟�ӹ��ȹ����λ�ò��_���ӟᅢ����
����Ѽy
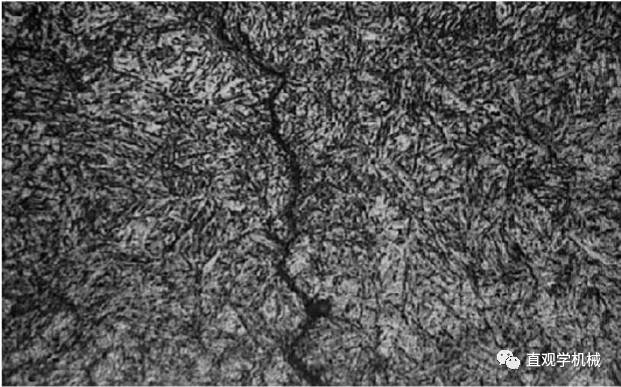
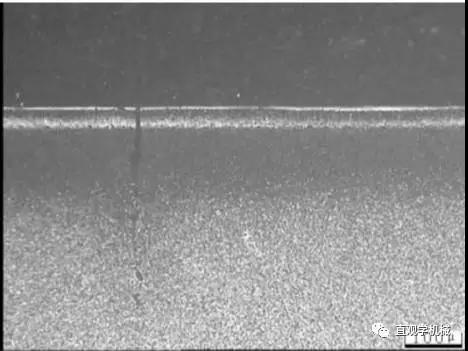
����1��500X�£�����X���ʼ���Ѽy�����Y�����Ѽy��С���o��
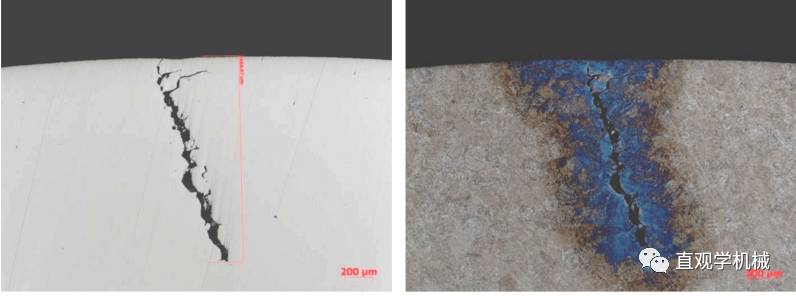
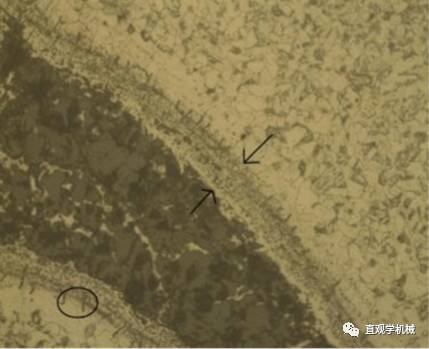
 2���^����������ұ���A�s���Ѽy��ò����X�����죻��4%������ƾ����g���^�죬�]��Ó̼�F���^��òҊ�D��
2���^����������ұ���A�s���Ѽy��ò����X�����죻��4%������ƾ����g���^�죬�]��Ó̼�F���^��òҊ�D��

1# ��Ʒ
Ʒ�Ѽy̎δ�l(f��)�F����ұ���A�s���]��Ó̼�F���Ѽy����X�����죬���д���Ѽy�ĵ���������
2#��Ʒ
�����YՓ��
����1����Ʒ�ijɷַ��Ϙ˜�Ҫ����ԭʼ�t̖�ɷ֡�
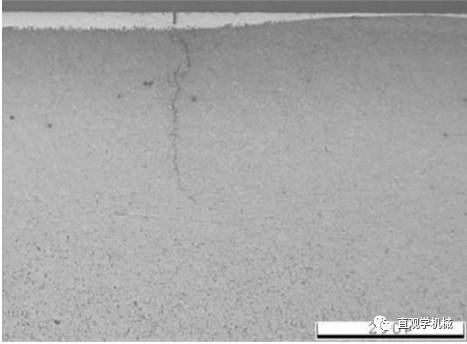
2�����^��������Ʒ�Ѽy̎δ�l(f��)�F����ұ���A�s���]��Ó̼�F���Ѽy����X�����죬���д���Ѽy�ĵ���������
����Ѽy
����1�����Ͳ���ԭ���µ��Ѽy��߅���������
2�^�^��
����������ӑ�����δ����,���δ���������ɫ��ߜػػ���
���������YՓ������Ó̼���ѼyҪ�ֱ��Ƿ���ԭ�����Ѽy��һ���ѼyÓ̼��ȴ��ڵ��ڱ���Ó̼��ȵĞ�ԭ�����Ѽy���ѼyÓ̼���С�ڱ���Ó̼��ȵ�����Ѽy��